Executive Summary
The pilot plant in Stuttgart represents the consistent scaling up of Cyclize technology.While the previous generation (laboratory plant) focused on basic feasibility, the pilot plant aims at the stability of the process over long periods of time and the determination of mass and energy balances. The semi-batch operation will provide valuable insights for the future, fully continuous industrial process. A key argument in favor of the pilot plant is that it maps the entire process end-to-end - from the variable feedstock through all process, separation and preparation stages to the marketable sales product. This means that not only individual process steps can be considered in isolation, but interactions along the entire process chain can be realistically investigated.
The Challenge: From Gram to Kilogram
The leap from laboratory scale to pilot plant poses new challenges for process engineering. The aim of the pilot plant is to find the "sweet spot" of the reaction parameters:
- Feedstock flexibility: How do different materials (absorbent cotton, waxes, pellets, foams, etc.) behave during dosing and in the plasma?
- Process stability: Ensuring a stable plasma over several hours of operation.
- Gas quality: Optimization of the CO:H2 ratio and validation of two-stage gas scrubbing to remove by-products.
- System integrity: Investigation of material removal and corrosion.
- Routines: Start-up and shut-down methods and maintenance work on an open-air system
- Multi-shift operation: Running the plant 24/7
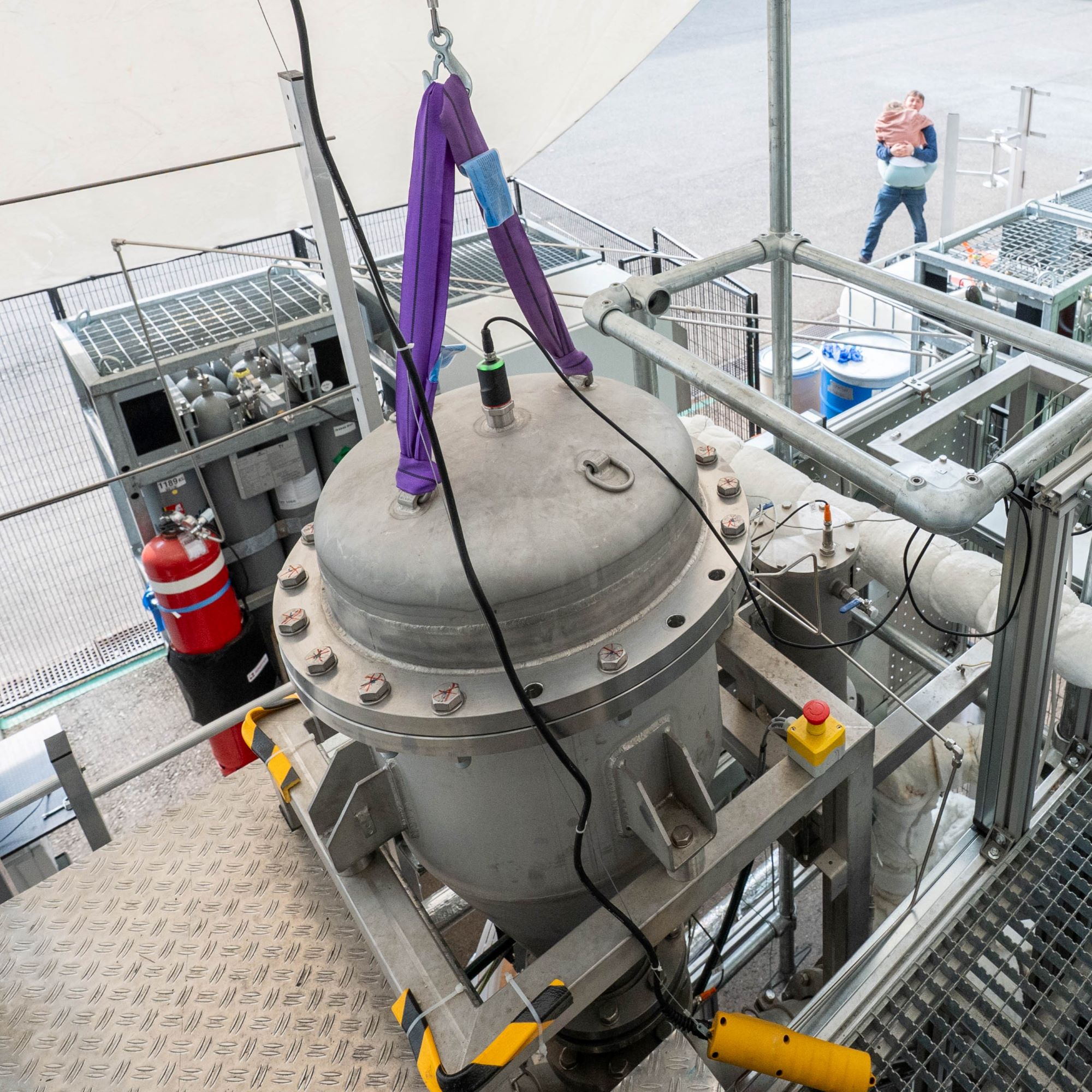
The Plant Concept: Multi-purpose & High-tech
The pilot plant in Stuttgart is designed as an open-air plant on a pilot plant scale and offers maximum flexibility for different input materials.
Key technical data at a glance:
- Plant type: Pilot plant (technical center)
- Operating mode: Semi-batch
- Power: Up to 50kW
- Pressure range: Up to 3 bar overpressure
- Input: Multi-purpose: liquids, waxes (<150°C), pellets, chips, foams
- Capacity: Up to 300 litre
- Output: Syngas (H2, CO) in flexibe ratios ranging from 2:1 to 1:5, condensates, dusts, other process by-products quantifiable
- Analytics: Online IR, online MicroGC, 95 additional process measuring points, offline analysis of all substances possible
A particular highlight is the two-stage gas scrubbing and automated process monitoring via PLC, which enables precise control of the reaction process. By using a pre-converter with variable feed (pump or screw conveyor), both solid and liquid feed material scan be dry and steam reformed.
Central Results & Learnings
The operation of the plant in 2025 has confirmed that feedstock dosing is the key variable for controlling gas quality. The online analysis of the gas composition, the analysis of condensates and other test residues (ash, soot) enabled complete energy and mass balances to be drawn up for various feedstocks.
The most important findings:
- The synthesis gas mixture and quality could be ensured even with changing feedstock compositions through optimized control strategies.
- The findings on the accumulation of reaction products in condensate streams flow directly into the design of the next scaling stage and provide information on necessary auxiliary aggregation.
- Operation of the plant even with difficult-to-handle feedstocks in three-shift operation.
Outlook: The Path to Continuity
The pilot plant has created the necessary conditions for taking the next big step in the Cyclize technology path: The transition to a fully continuous process on an industrial scale. The data obtained on process stability, feedstock dosing, material stress and gas purification as well as the operating experience form the basis for the engineering of future commercial plants.